 ภาษาอังกฤษ
ภาษาอังกฤษ 中文简体
中文简体เครื่องพิมพ์กราเวียร์กระดาษตกแต่ง: คู่มือผู้ซื้อและผู้ปฏิบัติงานฉบับสมบูรณ์
กระดาษตกแต่ง — วัสดุพื้นผิวการพิมพ์ที่ใช้ในเฟอร์นิเจอร์ พื้น ตู้ แผ่นผนัง และผลิตภัณฑ์ลามิเนต — ต้องการระดับความสม่ำเสมอของลวดลาย ความแม่นยำของสี และปริมาณงานการผลิตที่มีเทคโนโลยีการพิมพ์เพียงชนิดเดียวเท่านั้นที่สามารถเชื่อถือได้ในระดับอุตสาหกรรม ซึ่งก็คือ การพิมพ์แผ่นแม่พิมพ์ เครื่องพิมพ์กราเวียร์กระดาษตกแต่งเป็นอุปกรณ์หลักที่มีความเชี่ยวชาญสูง ซึ่งเป็นศูนย์กลางของอุตสาหกรรมพื้นผิวตกแต่ง โดยผลิตลายไม้ หิน สิ่งทอ และลวดลายนามธรรมที่ปรากฏบนผลิตภัณฑ์เคลือบหลายพันล้านตารางเมตรทุกปี คู่มือนี้ครอบคลุมทุกสิ่งที่ผู้ซื้อ ผู้จัดการโรงงาน หรือวิศวกรการผลิตจำเป็นต้องเข้าใจเกี่ยวกับเครื่องจักรเหล่านี้ เช่น วิธีการทำงานของเครื่องจักร ข้อกำหนดเฉพาะที่สำคัญหมายถึงอะไร วิธีประเมินซัพพลายเออร์ และสิ่งที่แยกอุปกรณ์ประสิทธิภาพสูงออกจากเครื่องจักรที่ประสบปัญหาในการตอบสนองความต้องการด้านคุณภาพที่เข้มงวดของกระดาษตกแต่ง
เหตุใดการพิมพ์แผ่นแม่พิมพ์จึงครองการผลิตกระดาษเพื่อการตกแต่ง
กระดาษตกแต่งมีข้อกำหนดการพิมพ์เฉพาะที่ช่วยขจัดเทคโนโลยีการพิมพ์ที่แข่งขันกันส่วนใหญ่จากการพิจารณาในทางปฏิบัติ รูปแบบจะต้องทำซ้ำด้วยความสม่ำเสมอในระดับจุลภาคตลอดทั้งม้วนแล้วม้วนเล่า — ลายไม้ซ้ำที่เลื่อน 0.1 มม. ระหว่างสองม้วนที่ใช้กับแผงที่อยู่ติดกันของตู้ครัวจะมองเห็นได้ทันทีว่าเป็นข้อบกพร่องที่ไม่ตรงกัน สีจะต้องเหมือนกันตลอดขั้นตอนการผลิตโดยแยกเป็นสัปดาห์หรือเป็นเดือน เนื่องจากกระดาษตกแต่งเป็นส่วนประกอบในระบบผลิตภัณฑ์ขนาดใหญ่ ซึ่งแผง ขอบ และองค์ประกอบที่เข้ากันนั้นผลิตขึ้นจากชุดการผลิตที่แตกต่างกัน และปริมาณงานต้องสูงพอที่จะพิสูจน์ต้นทุนของซับสเตรตกระดาษพิเศษ การแกะสลักทรงกระบอก และระบบหมึกที่เกี่ยวข้อง
การพิมพ์แบบ Rotogravure — เทคโนโลยีที่ใช้ใน เครื่องพิมพ์กราเวียร์กระดาษตกแต่ง — ตรงตามข้อกำหนดทั้งหมดเหล่านี้ผ่านกระบวนการพื้นฐาน: หมึกจะถูกกักไว้ในเซลล์ขนาดเล็กที่แกะสลักโดยตรงในกระบอกทองแดงชุบโครเมียม หมึกส่วนเกินจะถูกเช็ดออกจากพื้นผิวกระบอกสูบด้วยใบมีดแพทย์ และหมึกที่เหลืออยู่ในเซลล์จะถูกถ่ายโอนไปยังพื้นผิวกระดาษภายใต้แรงกดดันจากลูกกลิ้งพิมพ์ เซลล์ที่สลักไว้เป็นแบบถาวร — โดยจะไม่เปลี่ยนแปลงระหว่างการพิมพ์แต่ละครั้ง — ดังนั้น รูปทรงเรขาคณิตของรูปแบบจึงถูกยึดเข้ากับกลไกทางกลไกในกระบอกสูบ สิ่งนี้จะสร้างการลงทะเบียนรูปแบบต่อรูปแบบและความแม่นยำในการทำซ้ำซึ่งไม่มีกระบวนการพิมพ์อื่นใดสามารถเทียบเคียงได้ที่ความเร็วการผลิตที่เท่ากัน
จากการเปรียบเทียบ การพิมพ์เฟล็กโซกราฟีใช้แผ่นยางหรือโฟโตโพลีเมอร์ที่แสดงการเปลี่ยนแปลงมิติตามการเปลี่ยนแปลงของอุณหภูมิและความดัน ส่งผลให้ความแม่นยำทางเรขาคณิตลดลง เทคโนโลยีการพิมพ์อิงค์เจ็ทและดิจิทัลให้ความยืดหยุ่น แต่ในปัจจุบันไม่สามารถเทียบเคียงความหนาแน่นของพื้นผิวที่รวมกันของกราเวียร์ การวางหมึกที่ทนทานต่อการขีดข่วน และความเร็วในการผลิตเกิน 200 เมตรต่อนาที สำหรับการผลิตกระดาษตกแต่งในปริมาณมาก การพิมพ์แผ่นแม่พิมพ์ไม่ได้เป็นเพียงเทคโนโลยีที่ต้องการเท่านั้น แต่ยังเป็นเทคโนโลยีเดียวที่ตอบสนองความต้องการรวมของการใช้งานเชิงพาณิชย์
เครื่องพิมพ์กราเวียร์กระดาษตกแต่งทำงานอย่างไร
การทำความเข้าใจหลักการทำงานของเครื่องพิมพ์ rotogravure สำหรับกระดาษตกแต่งนั้น จำเป็นต้องปฏิบัติตามกระดาษและหมึกในแต่ละขั้นตอนของเครื่องตั้งแต่คลี่ออกไปจนถึงกรอกลับ กระบวนการนี้ดำเนินไปอย่างต่อเนื่อง — วัสดุพิมพ์กระดาษจะเคลื่อนที่เป็นแผ่นใยที่ไม่ขาดตอนจากม้วนป้อนผ่านสถานีพิมพ์แต่ละแห่งและระบบบำบัดหลังการพิมพ์ทั้งหมด ก่อนที่จะม้วนเข้าไปในม้วนกระดาษออกที่เสร็จแล้ว
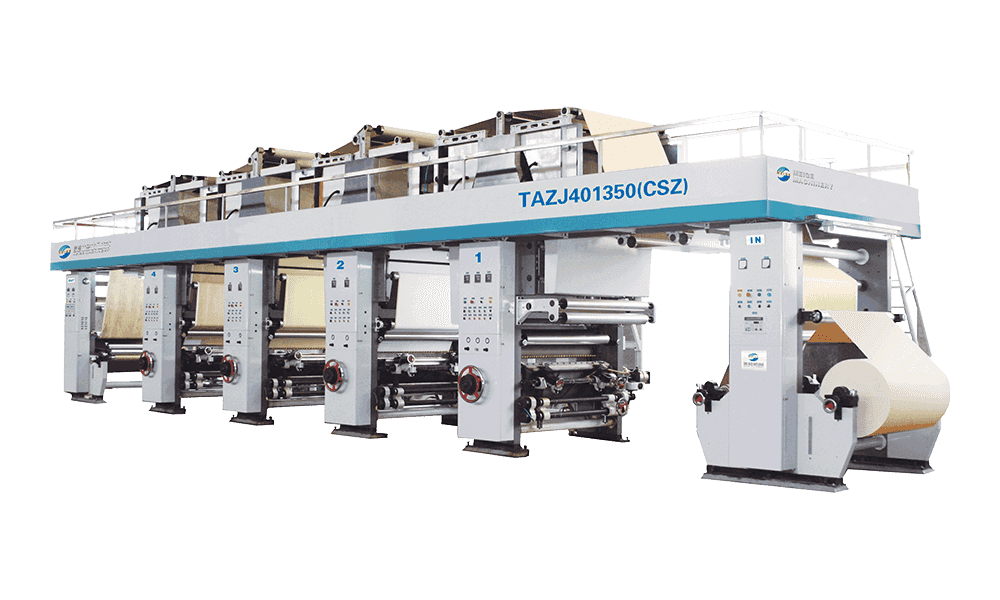
ระบบควบคุมการป้อนรางและแรงดึง
วัสดุพิมพ์กระดาษ — โดยทั่วไปแล้วเป็นกระดาษฐานตกแต่งอัลฟาเซลลูโลสที่มีน้ำหนักพื้นฐานตั้งแต่ 50 ถึง 130 กรัม/ตร.ม. ขึ้นอยู่กับการใช้งาน — จะถูกโหลดเป็นม้วนที่มีเส้นผ่านศูนย์กลางขนาดใหญ่บนแท่นคลี่คลายที่ทางเข้าของเครื่อง เครื่องอัดกราเวียร์กระดาษสำหรับตกแต่งแบบมืออาชีพใช้ระบบต่อประกบแบบบินหรือระบบประกบแบบชนที่ช่วยให้เปลี่ยนม้วนที่หมดแล้วด้วยม้วนใหม่โดยไม่ต้องหยุดเครื่อง จึงรักษาการผลิตที่ต่อเนื่องตลอดการทำงานที่ยาวนาน การควบคุมความตึงทั่วทั้งเครื่องได้รับการจัดการโดยลูกกลิ้งนักเต้นและระบบป้อนกลับของโหลดเซลล์ ซึ่งจะรักษาแรงตึงของรางให้คงที่ทั่วทั้งสถานีการพิมพ์ทั้งหมด โดยไม่คำนึงถึงการเปลี่ยนแปลงความเร็ว การลดขนาดเส้นผ่านศูนย์กลางม้วน หรือการเปลี่ยนแปลงคุณสมบัติของวัสดุพิมพ์ ความตึงของรางที่สม่ำเสมอเป็นสิ่งสำคัญสำหรับความแม่นยำในการลงทะเบียน การเปลี่ยนแปลงทำให้รางยืดไม่สม่ำเสมอ ทำให้ตำแหน่งการพิมพ์ขยับสัมพันธ์กับการทำซ้ำของกระบอกสูบ
สถานีพิมพ์: กระบอก ด็อกเตอร์เบลด และอิมเพรสชั่นโรลเลอร์
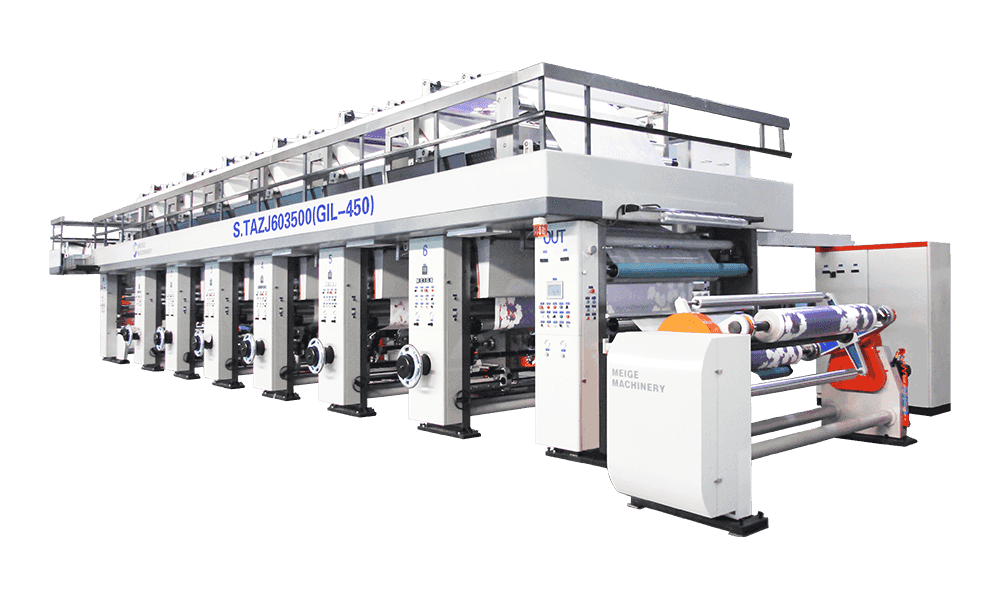
แต่ละสีในลวดลายตกแต่งต้องใช้สถานีพิมพ์เฉพาะ เครื่องพิมพ์กราเวียร์กระดาษตกแต่งแบบมาตรฐานมีสถานีพิมพ์ระหว่าง 4 ถึง 12 สถานีที่จัดเรียงแบบอินไลน์ โดยมีแผ่นกระดาษผ่านแต่ละสถานีตามลำดับ แต่ละสถานีประกอบด้วยส่วนประกอบหลักสามส่วน: กระบอกกราเวียร์ ชุดใบมีดหมอ และลูกกลิ้งพิมพ์
กระบอกกราเวียร์เป็นหัวใจสำคัญของกระบวนการ เป็นท่อฐานเหล็กชุบทองแดงมีความหนาประมาณ 100–150 ไมครอน โดยที่ลวดลายของเซลล์จะถูกแกะสลักด้วยหัวแกะสลักแบบเครื่องกลไฟฟ้าหรือกระบวนการกัดด้วยสารเคมี หลังจากการแกะสลัก พื้นผิวทองแดงจะถูกชุบโครเมียมให้มีความแข็งประมาณ 900–1,000 วิกเกอร์ เพื่อต้านทานการสึกหรอจากใบมีดหมอและการสัมผัสหมึก เซลล์กักเก็บหมึกในปริมาณเฉพาะ — ความลึกของเซลล์และเส้นผ่านศูนย์กลางช่องเปิดจะควบคุมความหนาแน่นและความครอบคลุมของหมึก สำหรับการใช้งานกระดาษตกแต่ง โดยทั่วไปเส้นรอบวงของกระบอกสูบจะอยู่ในช่วงตั้งแต่ 600 มม. ถึง 1200 มม. ซึ่งสอดคล้องกับความยาวซ้ำของลวดลาย
ใบมีดแพทย์เป็นใบมีดเหล็กหรือโพลีเมอร์บางที่ทนทานต่อพื้นผิวทรงกระบอกที่กำลังหมุนภายใต้แรงกดดันที่ควบคุม เช็ดหมึกออกจากพื้นที่ระหว่างเซลล์โดยทิ้งหมึกไว้ในเซลล์เอง มุมใบมีดหมอ แรงกดสัมผัส วัสดุ และความเร็วในการสั่น ล้วนส่งผลต่อคุณภาพการพิมพ์และอายุการใช้งานของกระบอกสูบ ลูกกลิ้งพิมพ์ภาพ — ลูกกลิ้งเหล็กหุ้มยางซึ่งวางตรงข้ามกับกระบอกสูบ — กดแผ่นกระดาษกับพื้นผิวกระบอกหมึกด้วยแรงที่ควบคุม เพื่อถ่ายโอนหมึกจากเซลล์ไปยังกระดาษ แรงกดจะกำหนดประสิทธิภาพการถ่ายโอนหมึก และปรับตามการดูดซับกระดาษและความหนืดของหมึกที่แตกต่างกัน
การส่งหมึกและการควบคุมความหนืด
หมึกถูกส่งไปยังสถานีพิมพ์โดยระบบหมุนเวียนแบบวงปิดที่ปั๊มหมึกจากแหล่งเก็บผ่านถาดหมึกใต้กระบอกกราเวียร์ กระบอกหมุนผ่านถาดหมึก เติมหมึกลงในเซลล์ที่แกะสลักก่อนรอบการเช็ดด็อกเตอร์เบลด หมึกที่ถูกเช็ดออกจากพื้นผิวกระบอกสูบจะกลับสู่อ่างเก็บน้ำผ่านช่องทางส่งคืน ซึ่งช่วยรักษาการไหลเวียนอย่างต่อเนื่องเพื่อป้องกันไม่ให้หมึกแห้งในถาดและรักษาคุณสมบัติของหมึกให้สม่ำเสมอ ระบบควบคุมความหนืดอัตโนมัติ — โดยทั่วไปจะใช้การวัดถ้วยไหลออกด้วยการจ่ายตัวทำละลายอัตโนมัติ — จะรักษาความหนืดของหมึกให้อยู่ภายใน ±0.5 วินาทีของค่าเป้าหมายตลอดการดำเนินการผลิต ความหนืดที่เบี่ยงเบนไปเป็นหนึ่งในสาเหตุหลักของการเปลี่ยนสีในการพิมพ์แบบกราเวียร์ และการควบคุมอัตโนมัติจะช่วยลดภาระการวัดและการปรับแบบแมนนวลจากผู้ปฏิบัติงาน
ระบบอบแห้งระหว่างสถานีการพิมพ์
ระหว่างสถานีพิมพ์แต่ละแห่ง ใยที่พิมพ์จะผ่านอุโมงค์ทำให้แห้ง ซึ่งตัวทำละลายหรือน้ำจากหมึกจะถูกระเหยก่อนที่จะใช้สีถัดไป การอบแห้งอย่างสมบูรณ์ระหว่างสถานีต่างๆ ถือเป็นสิ่งสำคัญสำหรับความแม่นยำในการลงทะเบียนสีมากกว่าสี หมึกเปียกจากสถานีแรกที่ถ่ายโอนกลับไปยังกระบอกที่สอง (เรียกว่า back-trapping) ทำให้เกิดการปนเปื้อนของสีและการปนเปื้อนของกระบอกสูบซึ่งทำให้คุณภาพการพิมพ์ลดลงอย่างรวดเร็ว เครื่องอัดกราเวียร์สำหรับกระดาษตกแต่งใช้ระบบอบแห้งแบบปะทะด้วยลมร้อนพร้อมระบบพ่นลมควบคุมอุณหภูมิที่ส่งตรงไปยังพื้นผิวทั้งสองของราง อุณหภูมิเครื่องเป่าสำหรับหมึกที่ใช้ตัวทำละลายโดยทั่วไปจะอยู่ในช่วงตั้งแต่ 60°C ถึง 120°C; ระบบหมึกแบบน้ำต้องใช้อุณหภูมิที่สูงขึ้นหรือการเสริมด้วยอินฟราเรดเพื่อให้ได้อัตราการระเหยที่เท่ากัน ไอระเหยของตัวทำละลายที่สกัดจากอุโมงค์ทำให้แห้งจะถูกรวบรวมโดยการนำตัวทำละลายกลับมาใช้ใหม่หรือระบบออกซิเดชันจากความร้อน ซึ่งจำเป็นสำหรับการปฏิบัติตามข้อกำหนดด้านสิ่งแวดล้อมในเขตอำนาจศาลส่วนใหญ่
ข้อมูลจำเพาะที่สำคัญในการประเมินเมื่อซื้อเครื่องพิมพ์กราเวียร์สำหรับกระดาษตกแต่ง
เครื่องอัดราเวียร์สำหรับกระดาษตกแต่งได้รับการระบุในช่วงของพารามิเตอร์ต่างๆ ซึ่งร่วมกันกำหนดความสามารถ กำลังการผลิต และความเหมาะสมของเครื่องจักรสำหรับความต้องการในการผลิตเฉพาะ ข้อมูลจำเพาะต่อไปนี้มีความสำคัญในเชิงพาณิชย์และทางเทคนิคมากที่สุดเมื่อประเมินตัวเลือกอุปกรณ์
| ข้อมูลจำเพาะ | ช่วงทั่วไป | มันหมายถึงอะไรสำหรับการผลิต |
| ความกว้างในการพิมพ์ | 1,000–2200 มม | กำหนดความกว้างสูงสุดของม้วนกระดาษและปริมาณงานการผลิตต่อรอบ |
| ความเร็วในการผลิตสูงสุด | 80–300 ม./นาที | กำหนดเพดานความจุเอาต์พุต ความเร็วในการใช้งานจริงขึ้นอยู่กับหมึกและวัสดุพิมพ์ |
| จำนวนสถานีพิมพ์ | 4–12 สี | จำกัดความซับซ้อนของรูปแบบ สถานีเพิ่มเติมช่วยให้มีการออกแบบที่สมบูรณ์ยิ่งขึ้น |
| ความยาวซ้ำของกระบอกสูบ | 400–1500 มม | กำหนดความยาวรูปแบบสูงสุดที่ไม่ซ้ำสำหรับการออกแบบไม้/หิน |
| ความแม่นยำในการลงทะเบียน | ±0.1–0.3 มม | ความแม่นยำในการจัดตำแหน่งสีต่อสี สำคัญสำหรับรูปแบบที่มีรายละเอียดปลีกย่อย |
| ความเข้ากันได้ของระบบหมึก | ตัวทำละลาย / น้ำ / UV | กำหนดตัวเลือกหมึก การปฏิบัติตามข้อกำหนดของ VOC และประเภทระบบทำให้แห้ง |
| ช่วงน้ำหนักพื้นฐานของพื้นผิว | 40–180 ก./ตร.ม | น้ำหนักกระดาษที่หลากหลายที่เครื่องสามารถจัดการได้โดยไม่มีปัญหาในการจัดการราง |
| เส้นผ่านศูนย์กลางม้วนคลี่ / ย้อนกลับ | 800–1500 มม | ม้วนที่ใหญ่ขึ้นจะช่วยลดความถี่ในการต่อประกบและปรับปรุงประสิทธิภาพการผลิต |
ความกว้างในการพิมพ์: จับคู่ความจุของเครื่องจักรให้ตรงกับความต้องการของตลาด
ความกว้างในการพิมพ์เป็นข้อกำหนดข้อเดียวที่มีผลกระทบมากที่สุดสำหรับผลผลิต เนื่องจากจะเป็นตัวกำหนดจำนวนกระดาษที่ผลิตเสร็จแล้วต่อเมตรของรางที่วิ่งผ่านเครื่อง แท่นพิมพ์กว้าง 1600 มม. ที่ความเร็ว 150 ม./นาที สามารถผลิตกระดาษพิมพ์ได้ 1440 ตร.ม. ต่อชั่วโมงก่อนตัด การทำงานเดียวกันที่ความกว้าง 1000 มม. ผลิตได้เพียง 900 ตร.ม. ต่อชั่วโมง ซึ่งส่งผลให้เอาต์พุตลดลง 37% จากความเร็วเครื่องจักรเท่าเดิม เครื่องพิมพ์กราเวียร์กระดาษตกแต่งส่วนใหญ่ที่มีไว้สำหรับการผลิตแผงเฟอร์นิเจอร์และพื้นทำงานที่ความกว้างในการพิมพ์ระหว่าง 1250 มม. ถึง 1800 มม. ซึ่งตรงกับความกว้างมาตรฐานของม้วนวัสดุพิมพ์ที่ผู้ผลิตกระดาษตกแต่งจัดทำ เครื่องจักรที่กว้างขึ้นให้ผลผลิตมากขึ้น แต่ต้องใช้กระบอกสูบ ใบมีดแพทย์ และลูกกลิ้งพิมพ์ที่หนักกว่าและมีราคาแพงกว่าตามสัดส่วน และกำหนดข้อกำหนดด้านโครงสร้างพื้นฐานที่มากขึ้นในโรงงานผลิต
ระบบการลงทะเบียนและความแม่นยำในการจัดตำแหน่งสี
ความแม่นยำในการลงทะเบียน — ความแม่นยำในการวางแต่ละสีโดยสัมพันธ์กับสีอื่นๆ — ถือเป็นข้อกำหนดคุณภาพที่สำคัญที่สุดในเครื่องอัดแผ่นกราเวียร์สำหรับตกแต่งกระดาษ เครื่องจักรมืออาชีพสมัยใหม่ได้รับการควบคุมรีจิสเตอร์แบบวงปิดโดยใช้ระบบตรวจจับเครื่องหมายลงทะเบียนด้วยกล้อง ซึ่งจะตรวจสอบตำแหน่งการพิมพ์ของสถานีสีแต่ละแห่งแบบเรียลไทม์ และทำการปรับตำแหน่งเฟสของกระบอกสูบในระดับไมโครผ่านแอคชูเอเตอร์แก้ไขที่ขับเคลื่อนด้วยเซอร์โว ระบบเหล่านี้สามารถตรวจจับและแก้ไขข้อผิดพลาดในการลงทะเบียนที่ 0.05 มม. หรือน้อยกว่า โดยรักษาการจัดตำแหน่งตามการเปลี่ยนแปลงความเร็ว ความแปรผันของอุณหภูมิ และการเปลี่ยนแปลงม้วน เครื่องจักรระดับเริ่มต้นหรือรุ่นเก่าที่ใช้ระบบการลงทะเบียน open-loop อาศัยการปรับของผู้ปฏิบัติงานด้วยตนเอง และไม่สามารถรักษาความแม่นยำในการจัดตำแหน่งแบบเดิมได้ โดยเฉพาะอย่างยิ่งในช่วงระยะเวลารันอินหลังจากการเปลี่ยนแปลงความเร็ว หรือที่ความเร็วการผลิตสูง ซึ่งการเปลี่ยนแปลงของเว็บมีความซับซ้อนมากขึ้น
กระบอกกราเวียร์สำหรับกระดาษตกแต่ง: การแกะสลัก ข้อมูลจำเพาะ และการจัดการ
ในการพิมพ์กราเวียร์กระดาษตกแต่ง กระบอกเป็นตัวแปรด้านต้นทุนและคุณภาพที่เกิดขึ้นซ้ำที่สำคัญที่สุดภายนอกตัวเครื่องพิมพ์ การทำความเข้าใจข้อกำหนดเฉพาะของกระบอกสูบ วิธีการแกะสลัก และการจัดการวงจรชีวิตถือเป็นสิ่งสำคัญในการควบคุมความประหยัดในการผลิตและรักษาคุณภาพการพิมพ์
วิธีการแกะสลักและผลกระทบต่อตัวอักษรที่พิมพ์
วิธีการแกะสลักหลักสองวิธีใช้สำหรับกระบอกกราเวียร์กระดาษตกแต่ง การแกะสลักด้วยเครื่องกลไฟฟ้า (EME) ใช้สไตลัสปลายเพชรที่ขับเคลื่อนโดยแอคชูเอเตอร์แม่เหล็กไฟฟ้าเพื่อตัดเซลล์แต่ละเซลล์เข้าไปในพื้นผิวทองแดงด้วยความเร็วสูงถึง 8,000 เซลล์ต่อวินาที ความลึกและความกว้างของสไตลัสจะแตกต่างกันไปเพื่อสร้างเซลล์ที่มีปริมาตรต่างกัน จึงสามารถไล่ระดับโทนสีทั่วทั้งรูปแบบได้ การแกะสลักแบบ EME สร้างรูปทรงของเซลล์ที่แม่นยำมากด้วยรูปร่างที่สอดคล้องกัน ทำให้เป็นมาตรฐานสำหรับรูปแบบการตกแต่งที่มีความละเอียดสูงซึ่งต้องการรายละเอียดพื้นผิวที่ละเอียด — โครงสร้างรูพรุนของไม้ที่สมจริง ลายพื้นผิวหิน และการทอผ้าชั้นดี
การแกะสลักด้วยเลเซอร์ — โดยเฉพาะการระเหยด้วยเลเซอร์ของพื้นผิวทองแดง — เป็นอีกทางเลือกหนึ่งที่ได้รับความนิยมในการผลิตกระบอกกระดาษตกแต่ง การแกะสลักด้วยเลเซอร์ช่วยให้มีรูปทรงของเซลล์ที่ซับซ้อนมากขึ้น รวมถึงเซลล์ที่ตัดด้านล่างและรูปร่างของเซลล์ที่แตกต่างกันภายในกระบอกเดียว ซึ่งช่วยให้สามารถปล่อยหมึกซึ่ง EME ไม่สามารถทำซ้ำได้ กระบอกสูบที่แกะสลักด้วยเลเซอร์สามารถให้เอฟเฟกต์การพิมพ์ที่เลียนแบบพื้นผิวไมโครตามธรรมชาติของพื้นผิวไม้และหินได้อย่างใกล้ชิดยิ่งขึ้น ซึ่งมีความสำคัญในเชิงพาณิชย์สำหรับการใช้งานกระดาษตกแต่งระดับไฮเอนด์ ต้นทุนทุนของอุปกรณ์แกะสลักด้วยเลเซอร์สูงกว่า EME แต่ต้นทุนการดำเนินการต่อกระบอกสูบต่ำกว่า และความยืดหยุ่นทางเรขาคณิตที่มากขึ้นทำให้ได้เปรียบในการออกแบบที่แตกต่าง
ปริมาตรเซลล์และการพิจารณาคดีของหน้าจอ
ปริมาตรเซลล์ — วัดเป็นพันล้านลูกบาศก์ไมครอน (BCM) ต่อตารางนิ้วหรือลูกบาศก์เซนติเมตรต่อตารางเมตร (cm³/m²) — เป็นตัวกำหนดปริมาณหมึกที่สะสมต่อหน่วยพื้นที่ของพื้นผิวที่พิมพ์ สำหรับการพิมพ์กราเวียร์บนกระดาษตกแต่ง โดยทั่วไปปริมาตรเซลล์จะสูงกว่าสิ่งพิมพ์หรือกราเวียร์บรรจุภัณฑ์ เนื่องจากกระดาษสำหรับตกแต่งต้องใช้ฟิล์มหมึกหนาแน่นและทึบแสงที่ครอบคลุมกระดาษฐานสีขาวทั้งหมด และทนทานต่อกระบวนการปรับสภาพพื้นผิวที่ตามมา รวมถึงการชุบและการอัดลงในลามิเนต โดยทั่วไปพื้นที่สีเต็มรูปแบบของลวดลายกระดาษตกแต่งจะใช้เซลล์ที่มีปริมาตร 25–45 BCM ในขณะที่พื้นที่ไฮไลต์และพื้นผิวจะใช้เซลล์ที่ตื้นกว่า 8–18 BCM การตัดสินหน้าจอ — จำนวนเซลล์ต่อเส้นตรงนิ้วหรือเซนติเมตร — ส่งผลต่อความละเอียดของรายละเอียดที่สามารถทำซ้ำได้ โดยทั่วไปแล้ว กระบอกกระดาษสำหรับตกแต่งจะใช้เส้นสกรีนขนาด 70 ถึง 120 เส้นต่อเซนติเมตร โดยมีเส้นพลาสติกที่ละเอียดกว่าสำหรับการสร้างลายไม้และลวดลายหินที่มีความละเอียดสูง
วงจรชีวิตกระบอกสูบและการปรับสภาพ
กระบอกกราเวียร์สำหรับการผลิตกระดาษตกแต่งแสดงถึงการลงทุนที่สำคัญ โดยปกติแล้ว 3,000 ยูโรถึง 15,000 ยูโรต่อกระบอก ขึ้นอยู่กับขนาด ความซับซ้อนในการแกะสลัก และไม่ว่ากระบอกนั้นเป็นเจ้าของหรือเช่าผ่านบริการของซัพพลายเออร์กระบอกหรือไม่ พื้นผิวโครเมียมที่ปกป้องทองแดงที่สลักไว้จะค่อยๆ สึกหรอเมื่อสัมผัสกับด็อกเตอร์เบลด โดยมีอัตราการสึกหรอขึ้นอยู่กับวัสดุของด็อกเตอร์เบลด แรงกดสัมผัส การขัดถูของหมึก และความเร็วในการผลิต กระบอกสูบที่ได้รับการจัดการอย่างดีบนเครื่องอัดกราเวียร์สำหรับกระดาษตกแต่งที่ทันสมัย โดยทั่วไปจะพิมพ์ได้ 50,000 ถึง 150,000 เมตรเชิงเส้น ก่อนที่การสึกหรอของโครเมียมจะลดคุณภาพการพิมพ์ลงสู่ระดับที่ยอมรับไม่ได้ ณ จุดนั้น กระบอกสูบจะถูกลอกออกจากชั้นโครเมียมและทองแดง ทองแดงใหม่ สลักใหม่ และชุบโครเมียมใหม่ ซึ่งเป็นวงจรการปรับสภาพที่สามารถทำซ้ำได้หลายครั้งบนท่อเหล็กฐานเดียวกัน ซึ่งช่วยลดต้นทุนตลอดอายุการใช้งานของสินทรัพย์กระบอกสูบได้อย่างมาก
ระบบหมึกสำหรับการพิมพ์กราเวียร์กระดาษตกแต่ง
ระบบหมึกที่ใช้ในเครื่องพิมพ์กราเวียร์สำหรับกระดาษตกแต่งเป็นตัวแปรกระบวนการที่สำคัญซึ่งส่งผลต่อคุณภาพการพิมพ์ ขอบเขตสี ประสิทธิภาพการอบแห้ง การปฏิบัติตามข้อกำหนดด้านสิ่งแวดล้อม และความเหมาะสมของกระดาษที่พิมพ์เสร็จแล้วสำหรับขั้นตอนการประมวลผลที่ตามมา ระบบหมึกหลักสามประเภทถูกนำมาใช้ในการผลิตแผ่นราเวียร์กระดาษตกแต่ง
หมึกกราเวียร์ที่ใช้ตัวทำละลาย
หมึกที่ใช้ตัวทำละลายมีส่วนสำคัญในการพิมพ์แผ่นแม่พิมพ์สำหรับกระดาษตกแต่งในอดีต เนื่องมาจากความเร็วการแห้งเร็วที่ความเร็วเครื่องจักรสูง การยึดเกาะที่ดีเยี่ยมกับพื้นผิวกระดาษที่ผ่านการบำบัด ความหนาแน่นของสีสูง และความทนทานต่อกระบวนการเคลือบที่อุณหภูมิสูงและแรงดันสูงตามมาที่กระดาษตกแต่งต้องเผชิญ ตัวพาตัวทำละลาย — โดยทั่วไปคือโทลูอีน, เอทิลอะซิเตต, เมทิลเอทิลคีโตน หรือส่วนผสม — จะระเหยอย่างรวดเร็วในอุโมงค์ทำให้แห้ง ช่วยให้พิมพ์ได้ความเร็ว 200 ม./นาที แม้จะมีสถานีสีหลายสีก็ตาม ข้อเสียเปรียบหลักคือผลกระทบด้านสิ่งแวดล้อมและอาชีวอนามัยจากการปล่อยสารประกอบอินทรีย์ระเหยง่าย (VOC) ซึ่งต้องใช้ระบบการนำตัวทำละลายกลับมาใช้ใหม่ (การดูดซับด้วยการควบแน่นหรือถ่านกัมมันต์) และการปฏิบัติตามกฎระเบียบด้านคุณภาพอากาศที่เข้มงวดมากขึ้น ผู้ผลิตกระดาษตกแต่งที่มีชื่อเสียงส่วนใหญ่ที่ดำเนินงานเครื่องอัดราเวียร์ด้วยตัวทำละลายได้ลงทุนในระบบนำตัวทำละลายกลับมาใช้ใหม่ ซึ่งจะเรียกคืนตัวทำละลายที่ปล่อยออกมา 90–95% เพื่อนำกลับมาใช้ใหม่ ซึ่งช่วยลดทั้งผลกระทบต่อสิ่งแวดล้อมและต้นทุนตัวทำละลายได้อย่างมาก
หมึกกราเวียร์สูตรน้ำ
หมึกพิมพ์กราเวียร์สูตรน้ำช่วยขจัดปัญหาการปล่อย VOC ของระบบตัวทำละลาย และได้รับการระบุมากขึ้นโดยผู้ผลิตกระดาษตกแต่งที่เผชิญกับกฎระเบียบด้านสิ่งแวดล้อมที่เข้มงวดมากขึ้น หรือการกำหนดเป้าหมายตลาดที่มีข้อกำหนดคุณภาพอากาศภายในอาคารที่เข้มงวดสำหรับผลิตภัณฑ์สำเร็จรูป หมึกสูตรน้ำสำหรับกราเวียร์กระดาษตกแต่งได้รับการปรับปรุงอย่างมากในเรื่องความหนาแน่นของสี การยึดเกาะ และความเร็วในการแห้งในช่วงทศวรรษที่ผ่านมา แต่ยังคงมีความท้าทายทางเทคนิคเมื่อเปรียบเทียบกับระบบตัวทำละลาย เอนทัลปีของการระเหยของน้ำสูงกว่าตัวทำละลายอินทรีย์อย่างมาก โดยต้องใช้ความเร็วในการผลิตที่ต่ำกว่า อุโมงค์การอบแห้งที่นานขึ้น อุณหภูมิของเครื่องทำแห้งที่สูงขึ้น หรือการเสริมอินฟราเรดเพื่อให้ได้ประสิทธิภาพการอบแห้งที่เทียบเท่ากัน หมึกสูตรน้ำยังมีแรงตึงผิวที่สูงกว่า ซึ่งส่งผลต่อการปล่อยหมึกจากเซลล์กราเวียร์ และอาจต้องมีการปรับรูปทรงของเซลล์และการตั้งค่าแรงกดของการพิมพ์ เครื่องพิมพ์กราเวียร์ที่ระบุสำหรับการใช้งานหมึกแบบน้ำได้ปรับปรุงระบบการทำให้แห้งและส่วนประกอบการไหลเวียนของหมึกที่ปรับเปลี่ยนให้เหมาะสมกับสื่อที่เป็นน้ำ
หมึกกราเวียร์ที่รักษาด้วยรังสียูวี
หมึกที่รักษาด้วยรังสียูวีนั้นจะถูกบ่มโดยการเชื่อมขวางด้วยแสงอัลตราไวโอเลตภายใต้หลอดอัลตราไวโอเลต แทนที่จะใช้การระเหยของตัวทำละลาย ทำให้เกิดการปล่อย VOC เป็นศูนย์และเกิดการแห้งตัวแทบจะในทันที มีความต้านทานการเสียดสีและสารเคมีที่ดีเยี่ยมในฟิล์มที่บ่มแล้ว ซึ่งเป็นประโยชน์สำหรับกระดาษตกแต่งที่ต้องสัมผัสกับการสัมผัสทางกลโดยตรงในกระบวนการเคลือบหรือการใช้งานขั้นสุดท้าย อย่างไรก็ตาม หมึก UV สำหรับกราเวียร์มีราคาแพงกว่าตัวทำละลายหรือระบบที่ใช้น้ำเป็นอย่างมาก และฟิล์มหมึกที่บ่มด้วยรังสียูวีนั้นมีลักษณะความยืดหยุ่นที่แตกต่างกัน ซึ่งจะต้องประเมินเทียบกับการเสียรูปของกระดาษที่พิมพ์จะเกิดขึ้นในระหว่างการชุบและการกด ระบบกราเวียร์ UV สำหรับกระดาษตกแต่งเป็นส่วนที่กำลังเติบโต โดยเฉพาะอย่างยิ่งสำหรับการใช้งานระดับพรีเมียมและพิเศษ แต่ยังไม่ได้เข้ามาแทนที่ระบบตัวทำละลายในฐานะเทคโนโลยีที่โดดเด่นสำหรับการผลิตปริมาณมากในกระแสหลัก
ระบบหลังการพิมพ์บนเครื่องอัดราเวียร์กระดาษสำหรับตกแต่ง
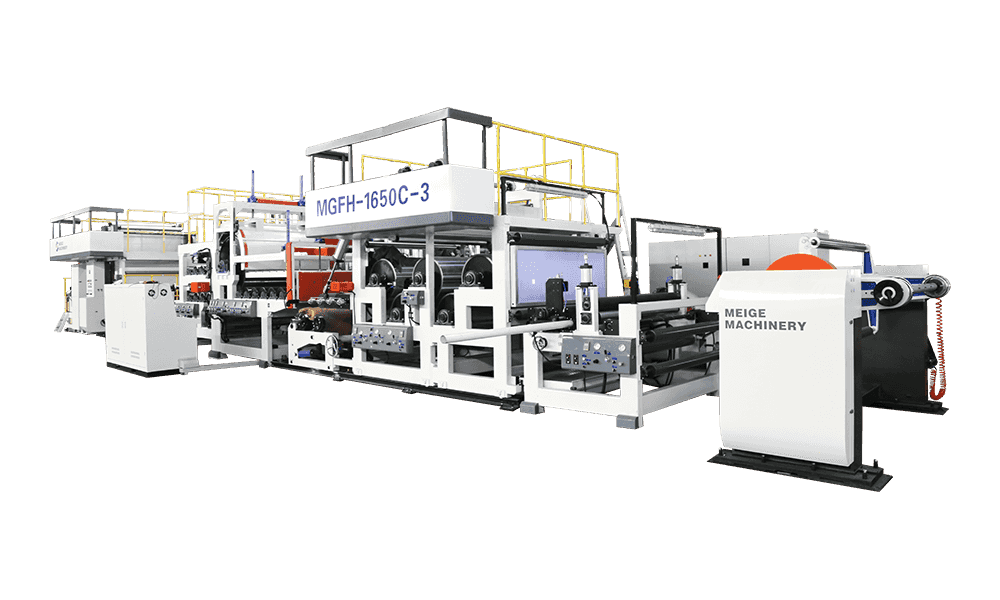
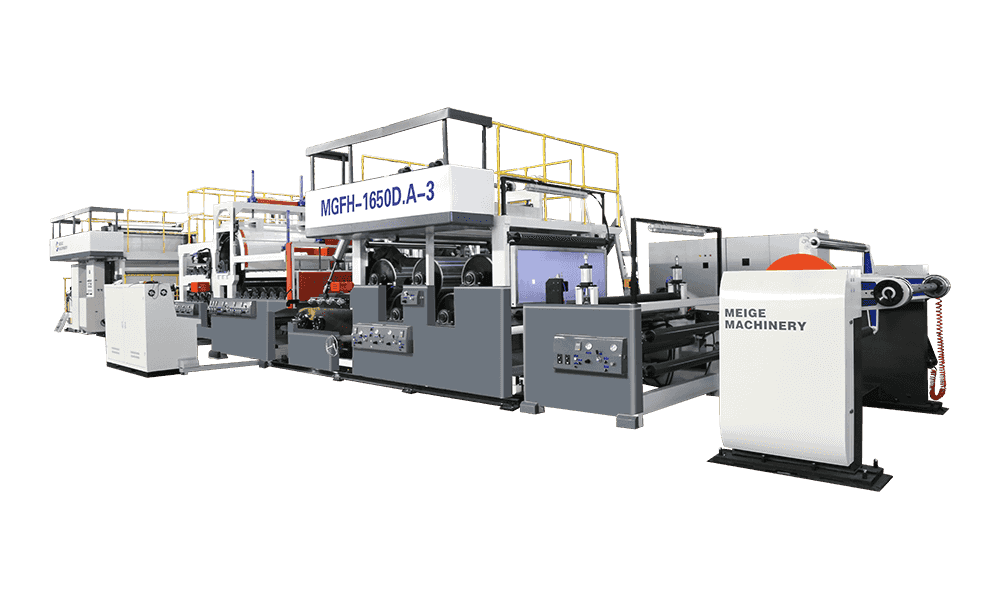
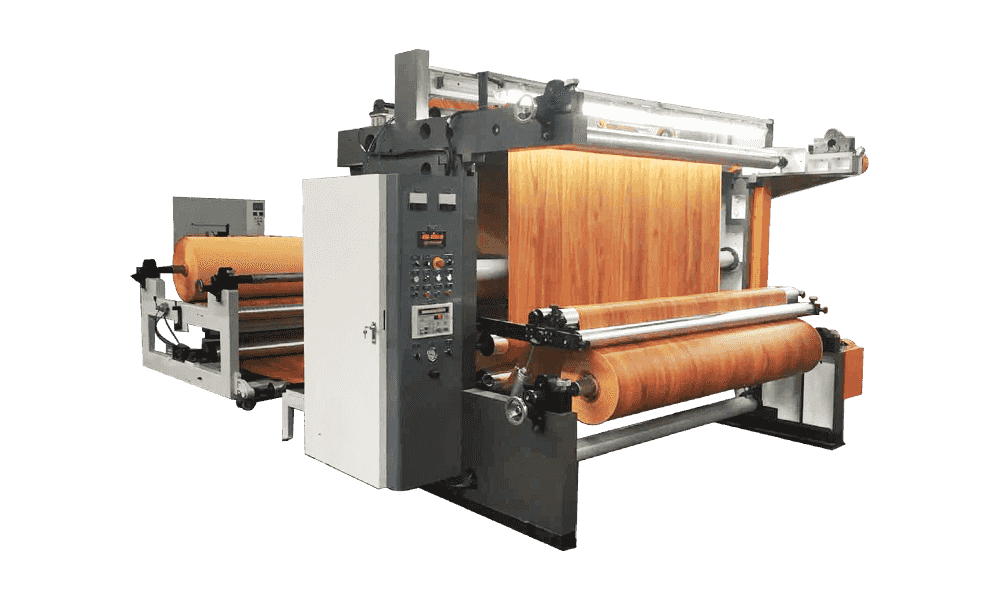
กระบวนการพิมพ์เป็นเพียงส่วนหนึ่งของสิ่งที่เครื่องพิมพ์กราเวียร์กระดาษตกแต่งสมัยใหม่ทำเท่านั้น สำหรับผลิตภัณฑ์กระดาษสำหรับตกแต่งส่วนใหญ่ ระบบบำบัดหลังการพิมพ์แบบอินไลน์จะถูกรวมเข้ากับแท่นพิมพ์เพื่อใช้การเคลือบตามหน้าที่หรือการปรับสภาพพื้นผิวทันทีหลังการพิมพ์และก่อนที่จะปิดท้ายขั้นสุดท้าย
หน่วยเคลือบอินไลน์
เครื่องอัดราเวียร์กระดาษสำหรับตกแต่งจำนวนมากสำหรับงานเฟอร์นิเจอร์และพื้น รวมถึงสถานีเคลือบแบบอินไลน์หนึ่งสถานีขึ้นไปซึ่งวางอยู่หลังสถานีพิมพ์สุดท้าย สิ่งเหล่านี้จะใช้สีรองพื้น สีรองพื้น หรือชั้นการรักษาพื้นผิวบนกระดาษที่พิมพ์ในขณะที่ยังอยู่ในเว็บ ช่วยลดขั้นตอนการเคลือบออฟไลน์ที่แยกต่างหาก การเคลือบอินไลน์ทั่วไปสำหรับกระดาษตกแต่ง ได้แก่ การเคลือบป้องกันรอยเปื้อนที่ปกป้องฟิล์มหมึกพิมพ์ในระหว่างการจัดการม้วนและการขนส่ง ไพรเมอร์เคลือบที่เตรียมพื้นผิวกระดาษล่วงหน้าเพื่อการดูดซับเรซินที่สม่ำเสมอมากขึ้นในกระบวนการเคลือบที่ตามมา และการเคลือบกั้นการทำงานที่ใช้สำหรับข้อกำหนดการใช้งานขั้นสุดท้ายที่เฉพาะเจาะจง โดยทั่วไปหน่วยการเคลือบแบบอินไลน์จะเป็นสถานีเคลือบแบบกราเวียร์โดยใช้กระบอกเรียบหรือแอนนิล็อกซ์ แทนที่จะเป็นทรงกระบอกแบบแกะสลัก โดยการเคลือบด้วยน้ำหนักเคลือบที่ควบคุมได้ทั่วทั้งความกว้างของกระดาษ
ระบบตรวจสอบเว็บ
ระบบตรวจสอบรางแบบอินไลน์ที่ใช้กล้องสแกนไลน์ความละเอียดสูงและซอฟต์แวร์ประมวลผลภาพเป็นมาตรฐานสำหรับเครื่องอัดกราเวียร์กระดาษตกแต่งสมัยใหม่ ระบบเหล่านี้จะสแกนพื้นผิวเว็บที่พิมพ์ 100% ด้วยความเร็วการผลิตสูงสุด โดยเปรียบเทียบรูปภาพที่พิมพ์จริงกับข้อมูลอ้างอิงที่เก็บไว้และข้อบกพร่องในการทำเครื่องหมาย — ข้อผิดพลาดในการลงทะเบียน เส้นสี เส้นด็อกเตอร์เบลด เครื่องหมายความเสียหายของกระบอกสูบ และข้อบกพร่องของวัสดุพิมพ์ — แบบเรียลไทม์ ตำแหน่งที่มีข้อบกพร่องจะถูกบันทึกด้วยพิกัดเว็บ เพื่อให้ผู้ปฏิบัติงานสามารถระบุตำแหน่งและประเมินพื้นที่ที่ถูกทำเครื่องหมายได้ในระหว่างการตรวจสอบการย้อนกลับหรือการประมวลผลขั้นปลายน้ำ ความไวของระบบการตรวจสอบสามารถปรับได้เพื่อให้ตรงกับมาตรฐานความทนทานต่อข้อบกพร่องของผลิตภัณฑ์ที่ผลิต — การใช้งานกระดาษปูพื้นที่มีมูลค่าสูง โดยทั่วไปต้องใช้เกณฑ์ข้อบกพร่องที่เข้มงวดกว่ากระดาษสำหรับเฟอร์นิเจอร์คุณภาพต่ำ
ปัญหาการผลิตทั่วไปของเครื่องพิมพ์กราเวียสำหรับตกแต่งกระดาษ และวิธีการจัดการปัญหาเหล่านั้น
การทำความเข้าใจข้อบกพร่องที่มักส่งผลต่อการพิมพ์แผ่นแม่พิมพ์สำหรับกระดาษตกแต่งช่วยให้ผู้ปฏิบัติงานวินิจฉัยปัญหาได้อย่างรวดเร็วและดำเนินการแก้ไขที่ถูกต้อง ลดของเสียและการหยุดทำงาน
- เส้นใบมีดหมอ (เส้นใบมีด): เส้นริ้วตามยาวละเอียดวิ่งไปในทิศทางของเครื่องจักร เกิดจากอนุภาคที่ติดอยู่ระหว่างใบมีดหมอกับพื้นผิวกระบอกสูบ ใบมีดเสียหาย หรือมุมสัมผัสของใบมีดไม่ถูกต้อง การดำเนินการแก้ไขได้แก่ การเพิ่มแอมพลิจูดการแกว่งของใบมีด การตรวจสอบแรงกดและมุมสัมผัสของใบมีด การตรวจสอบการกรองหมึกสำหรับการปนเปื้อน และการตรวจสอบพื้นผิวโครเมียมของกระบอกสูบเพื่อหารูหรือความหยาบที่ดักจับอนุภาค
- การลงทะเบียนสีผิด: ข้อผิดพลาดในการจัดตำแหน่งสีเป็นสีที่มองเห็นได้เป็นรัศมี ขอบสี หรือขอบลวดลายเบลอ เกิดจากข้อผิดพลาดของระบบควบคุมรีจิสเตอร์ ความไม่เสถียรของแรงของราง การขยายตัวเนื่องจากความร้อนของกระบอกสูบ หรือการแปรผันของการยืดตัวของวัสดุพิมพ์ แก้ไขปัญหาโดยการตรวจสอบเป้าหมายกล้องบันทึกว่าสะอาดและมีแสงสว่างเพียงพอ ตรวจสอบความตึงของรางทั่วทั้งเครื่อง ทำให้มีเวลาอุ่นเครื่องเพียงพอสำหรับการรักษาเสถียรภาพทางความร้อน และตรวจสอบว่าปริมาณความชื้นของวัสดุพิมพ์สม่ำเสมอตั้งแต่ม้วนหนึ่งไปอีกม้วนหนึ่ง
- ละอองหมึกและสเปรย์: หยดหมึกละเอียดสะสมอยู่นอกพื้นที่การพิมพ์ที่ต้องการ ซึ่งเห็นได้ชัดเจนที่สุดที่ความเร็วการผลิตสูง เกิดจากความหนืดของหมึกต่ำเกินไป แรงกดการพิมพ์สูงเกินไป หรือแรงตึงผิวของหมึกต่ำเกินไป การดำเนินการแก้ไขประกอบด้วยการตรวจสอบและปรับความหนืดของหมึกตามข้อกำหนด การลดแรงกดการพิมพ์ให้เหลือน้อยที่สุดที่จำเป็นสำหรับการถ่ายโอนที่เพียงพอ และตรวจสอบสูตรหมึกกับซัพพลายเออร์หมึกหากปัญหายังคงมีอยู่จากการเปลี่ยนแปลงกระบอกหลายครั้ง
- ข้ามเซลล์ (เกล็ดหิมะ): จุดไฟแบบสุ่มในพื้นที่การพิมพ์ทึบที่เกิดจากหมึกไม่สามารถถ่ายโอนจากแต่ละเซลล์ไปยังวัสดุพิมพ์ โดยทั่วไปมีสาเหตุมาจากพื้นผิวกระดาษที่หยาบหรือมีรูพรุนต่ำจนทำให้หมึกเซลล์สัมผัสกันไม่ได้ ความหนืดของหมึกสูงเกินไป แรงกดพิมพ์ต่ำเกินไป หรือการปนเปื้อนของเซลล์จากหมึกแห้ง แก้ไขปัญหาโดยการตรวจสอบการตั้งค่าแรงกดของการพิมพ์ การตรวจสอบความหนืดของหมึกอยู่ภายในข้อกำหนด การตรวจสอบค่าพลังงานพื้นผิวของวัสดุพิมพ์ และกำหนดเวลาการทำความสะอาดกระบอกสูบ หากสงสัยว่ามีคราบหมึกสะสมอยู่
- การเปลี่ยนแปลงสีภายในม้วน (สีดริฟท์): ความหนาแน่นของสีหรือเฉดสีจะค่อยๆ เปลี่ยนไปตลอดระยะเวลาของการดำเนินการผลิต ซึ่งส่วนใหญ่เกิดจากการเลื่อนของความหนืดของหมึกเมื่อตัวทำละลายระเหยออกจากถาดหมึก หรือการเปลี่ยนแปลงของอุณหภูมิที่ส่งผลต่อรีโอโลยีของหมึก ตรวจสอบว่าระบบควบคุมความหนืดอัตโนมัติทำงานอย่างถูกต้อง ตรวจสอบว่าอุณหภูมิถาดหมึกคงที่ และตรวจสอบอัตราการไหลเวียนของหมึกเพื่อให้แน่ใจว่าหมึกใหม่ไปถึงถาดในอัตราที่เพียงพอเมื่อเทียบกับปริมาณการใช้
- เว็บแตก: วัสดุพิมพ์กระดาษฉีกขาดระหว่างการพิมพ์ ทำให้เกิดการหยุดการผลิตและสิ้นเปลืองวัสดุ เกิดจากแรงดึงที่เพิ่มขึ้นจากข้อบกพร่องของรอยต่อ แรงกดที่มากเกินไปบนเกรดกระดาษที่เปราะบาง กระดาษชำรุดในม้วนวัสดุพิมพ์ หรือการสะสมประจุไฟฟ้าสถิตที่ทำให้เกิดการเบี่ยงเบนของรางและการพับ ตรวจสอบให้แน่ใจว่าคุณภาพการต่อรอยได้รับการตรวจสอบก่อนที่การเชื่อมแต่ละม้วนจะเข้าสู่แท่นพิมพ์ ตรวจสอบการตั้งค่าแรงกดการพิมพ์สำหรับเกรดกระดาษน้ำหนักเบา ติดตั้งแถบกำจัดไฟฟ้าสถิตที่ตำแหน่งเส้นทางรางที่สำคัญ และตรวจสอบการรับรองคุณภาพวัสดุพิมพ์จากซัพพลายเออร์กระดาษ
การประเมินซัพพลายเออร์ของเครื่องพิมพ์กราเวียร์กระดาษตกแต่ง
เครื่องพิมพ์กราเวียร์กระดาษตกแต่งเป็นการลงทุนมูลค่าหลายล้านดอลลาร์ โดยมีอายุการใช้งานที่วัดได้ในหน่วยทศวรรษ การประเมินซัพพลายเออร์สมควรได้รับความรอบคอบตามสัดส่วน คุณภาพของเครื่องจักร เงื่อนไขทางการค้า และโครงสร้างการสนับสนุนหลังการขาย ล้วนส่งผลกระทบอย่างมีนัยสำคัญต่อต้นทุนการเป็นเจ้าของและความสำเร็จในการดำเนินงานของการลงทุน
- การอ้างอิงการติดตั้งในกระดาษตกแต่งโดยเฉพาะ: เทคโนโลยีการกดกราเวียร์มีการใช้งานร่วมกันในการใช้งานบรรจุภัณฑ์ สิ่งพิมพ์ และกระดาษตกแต่ง แต่ซัพพลายเออร์ที่มีประสบการณ์ด้านเอกสารในการติดตั้งกระดาษตกแต่งเข้าใจถึงข้อกำหนดเฉพาะของการใช้งานนี้ — ความกว้างในการพิมพ์ที่กว้าง ระบบหมึกปริมาณมาก การบูรณาการการเคลือบแบบอินไลน์ และมาตรฐานคุณภาพของอุตสาหกรรมพื้นผิวตกแต่ง ขอข้อมูลอ้างอิงสำหรับการปฏิบัติงานติดตั้งกระดาษตกแต่งและนัดหมายการเยี่ยมชมสถานที่ก่อนที่จะตกลงใจกับซัพพลายเออร์
- โปรโตคอลการทดสอบการยอมรับและข้อกำหนดประสิทธิภาพที่รับประกัน: สัญญาการซื้อเครื่องพิมพ์กราเวียร์กระดาษตกแต่งควรระบุเงื่อนไขการทดสอบการยอมรับ — ความเร็วในการผลิต จำนวนสี เกรดกระดาษ ระบบหมึก — และการรับประกันประสิทธิภาพเชิงปริมาณสำหรับความแม่นยำในการลงทะเบียน ความสม่ำเสมอของสี ประสิทธิภาพของเครื่องเป่า และอัตราข้อบกพร่องที่วัดระหว่างการดำเนินการยอมรับ คำอธิบายประสิทธิภาพที่คลุมเครือในสัญญาจะไม่ขอความช่วยเหลือใด ๆ หากเครื่องจักรมีประสิทธิภาพต่ำกว่าหลังการติดตั้ง
- ความพร้อมของอะไหล่และความครอบคลุมการบริการในพื้นที่: แท่นพิมพ์กราเวียร์ที่ไม่สามารถใช้งานได้เพื่อรอเปลี่ยนแบริ่งลูกกลิ้งพิมพ์หรือส่วนประกอบแผงควบคุม มีค่าใช้จ่ายต่อวันจากการสูญเสียการผลิตมากกว่าการประหยัดใดๆ ที่เกิดจากการเลือกเครื่องจักรราคาถูกหรือซัพพลายเออร์ที่มีโครงสร้างพื้นฐานชิ้นส่วนอะไหล่ไม่ดี ยืนยันว่ามีอะไหล่สำรองที่สำคัญอยู่ในสต็อกในภูมิภาคการจัดหาของคุณ ซัพพลายเออร์ได้ฝึกอบรมวิศวกรบริการที่สามารถเข้าถึงโรงงานของคุณได้ภายใน 24 ถึง 48 ชั่วโมงสำหรับความเสียหายร้ายแรง และความมั่นคงทางธุรกิจของซัพพลายเออร์สนับสนุนความสัมพันธ์ด้านการบริการที่ยาวนานกว่าทศวรรษ
- การบูรณาการทางดิจิทัลและความพร้อมของอุตสาหกรรม 4.0: การติดตั้งเครื่องอัดกราเวียร์กระดาษตกแต่งที่ทันสมัยจะเชื่อมต่อกับ MES (ระบบการดำเนินการด้านการผลิต) ระดับโรงงานมากขึ้น สำหรับการกำหนดเวลาการผลิต การรวบรวมข้อมูลคุณภาพ และการบำรุงรักษาเชิงคาดการณ์ ยืนยันว่าสถาปัตยกรรมการควบคุมของเครื่องรองรับ OPC-UA หรือโปรโตคอลการสื่อสารแบบเปิดที่เทียบเท่า ข้อมูลการผลิตสามารถเข้าถึงได้ในรูปแบบมาตรฐาน และซัพพลายเออร์มีแผนงานสำหรับการอัปเดตซอฟต์แวร์และการขยายความสามารถทางดิจิทัลตลอดอายุการใช้งานของเครื่องจักร
- การปฏิบัติตามและการรับรองระบบสิ่งแวดล้อม: การติดตั้งกราเวียร์ที่ใช้ตัวทำละลายจำเป็นต้องมีระบบการนำตัวทำละลายกลับมาใช้ใหม่หรือระบบออกซิเดชันจากความร้อนแบบบูรณาการ ซึ่งจะต้องปฏิบัติตามใบอนุญาตด้านสิ่งแวดล้อมในท้องถิ่น ยืนยันว่าซัพพลายเออร์สามารถจัดหาระบบสิ่งแวดล้อมที่สมบูรณ์โดยเป็นส่วนหนึ่งของแพ็คเกจเครื่องจักร หรือได้จัดตั้งพันธมิตรในการบูรณาการ ว่าระบบมีขนาดถูกต้องสำหรับอัตราการปล่อยตัวทำละลายของเครื่องพิมพ์ที่ความเร็วการผลิตสูงสุด และซัพพลายเออร์มีประสบการณ์กับข้อกำหนดกระบวนการอนุญาตในเขตอำนาจศาลที่คุณปฏิบัติงาน

สินค้าแนะนำ
หลากหลายรุ่น เพื่อตอบสนองความต้องการการพัฒนาของภูมิภาคต่างๆ ทั่วโลก


ส่งข้อความถึงเราตอนนี้!
สินค้า
ติดต่อเรา
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou หมู่บ้าน Qingke ถนน Jincheng เขต Lin'an เมืองหางโจว จังหวัดเจ้อเจียง
Copyright © เจ้อเจียง Meige เครื่องจักร Co., Ltd. All rights reserved.
 ความเป็นส่วนตัว
ความเป็นส่วนตัว